
Deel twee van een vierdelige artikelreeks over Quick Response Manufacturing
In het eerste artikel van deze reeks is besproken waarom QRM juist nu aan een opmars bezig is. Toch laten veel bedrijven merken dat ze geen tijd hebben om een verandertraject te starten. De primaire pijler van Quick Response Manufacturing (QRM) is het leren denken in tijd om hiermee tijd én geld te besparen.
De rol van tijd in QRM
Veel gehoord in het bedrijfsleven op dit moment is de opmerking: ‘Dat willen we wel doen, maar we hebben geen tijd!’ Bedrijven voelen en weten dat ze moeten veranderen of significante aanpassingen moeten doen om de groei goed te kunnen faciliteren, maar nemen de tijd niet om dat te doen. Als gevolg daarvan blijven bedrijven achter de feiten aanlopen en extra kosten maken (overwerk) om een order alsnog tijdig de deur uit te krijgen.
Tijd is wat we zoeken in groeiende ondernemingen. Echter, er is onvoldoende tijd om deze tijd te zoeken, laat staan te vinden. Dit is de tijdparadox.
De primaire pijler van Quick Response Manufacturing (QRM) is het leren denken in tijd om hiermee tijd én geld te besparen. Tijd is tenslotte geld. De tijd ligt letterlijk voor het grijpen op de werkvloer, zowel op kantoor als in de productie. Onderzoek bij meer dan 50 bedrijven die gestart zijn met QRM toont aan, dat er veel tijd te vinden is door mensen effectiever in te zetten. Uit de indicatieve meting, de Multi Moment Opname (MMO), blijkt dat mensen gemiddeld maar 35-50% van hun tijd daadwerkelijk bezig zijn met het toevoegen van waarde aan de diensten of producten van de onderneming. Stel dat u 50 medewerkers heeft en het voor elkaar krijgt om de bijdrage aan toegevoegde waarde van 35% naar 45% te vergroten. U heeft dan per maand 800 uur ‘extra’ te besteden om waarde toe te voegen. Met deze 800 uur heeft u vijf extra medewerkers in dienst zonder dat u daadwerkelijk nieuwe collega’s hoeft aan te nemen. En dat is pas het begin.
Bij menig bedrijf dat begonnen is aan een QRM-implementatie is het overwerk na ongeveer een jaar teruggebracht tot een uiterst minimum. Overwerken wordt alleen nog gedaan om een piek in de gevraagde capiciteit op te vangen. Spoed bestaat niet meer. De nieuwe doorlooptijd is immers de meest korte doorlooptijd die er mogelijk is. Een ‘spoedje’ tussendoor levert dus niets op wel kan de order voorsorteren op anderen orders, voordat de productie start. Het onnodig overwerk als gevolg van een onbetrouwbare planning door een te hoge positie onderhandenwerk (OHW) blijft achterwege. Niet alleen een onbetrouwbare planning werkt overwerk in de hand, ook de wijze waarop we top-down georganiseerd zijn draagt hieraan bij. In het volgende artikel komen we hierop uitgebreid terug.
Ik hoor u al denken: ‘Makkelijk rekensommetje om het zo te brengen, maar hoe vind ik dan die tijd? Waar is deze efficiencyverbetering te vinden om te komen tot een grotere capaciteit aan menskracht?’ Die is eigenlijk heel eenvoudig te vinden, onder andere in het:
- fors verlagen van het onderhandenwerk (OHW) met 70-80%;
- anders plannen en organiseren (flow creëren: zie verderop);
- cross-functioneel inzetten van mensen door ze cross te trainen;
- gaan werken in kleine teams, die flexibel inzetbaar zijn en per productgroep (of dienst) bezig zijn. Verstorende factoren en verliezen worden sterk gereduceerd, omdat medewerkers bezig kunnen zijn met maar één ding en dat is waarde toevoegen.
Veel bedrijven hebben de laatste jarendoor middel van Lean-trajecten al erg veel bereikt om hun organisatie efficiënter temaken. En toch overheerst vaak het gevoel dat er nog meer uit te halen is. Bedrijvendie na een Lean-traject met QRM aan deslag zijn gegaan hebben nog eens veletientallen procenten van hun doorlooptijd afgehaald. Waarom lukt dat niet met Lean? Omdat voor veel bedrijven in de westerse industrie Lean niet meer is dan een toolbox, met als populairste tools 5S en SMED. Er is echter zoveel meer wat een bedrijf écht Lean maakt. Bovendien blijft de organisatiestructuur na een Lean-implementatie veelal hetzelfde (hiërarchisch top-down), terwijl QRM vraagt om te gaan werken in cellen (teams). Door te blijven werken in afdelingen ligt suboptimalisatie op de loer. Lean werkt met het reduceren van zeven soorten verspillingen/ verliezen. QRM kent er maar één: TIJD!
De zeven verspillingen van LEAN versus TIJD
Lean kent de zeven principes van verspillingen die geminimaliseerd dienen te worden. Dit zijn: transport, voorraad, beweging, wachten, defecten, overprocessing en overproductie. Al deze verspillingen leiden uiteindelijk tot het verlies van één parameter: TIJD! De zeven verspillingen die de Lean-filosofie definieert zijn op zich prima. Het nadeel van de zeven keuzes die je hebt is dat in een functioneel georganiseerd bedrijf iedere afdeling de focus op een van deze verliezen kan hebben. Het gevolg hiervan is dan weer dat de totale flow niet goed op elkaar is afgestemd. De winst van de afdeling op een (of meer) van deze verliezen leidt tot lokale efficiency. Mooi voor de afdeling, maar niet voor de totale procesgang. Hierdoor is het totaal minder dan de som der delen.
Voorbeeld 1
Neem order Herbie uit het eerste artikel van deze reeks. Herbie komt op verschillende afdelingen die verschillende KPI’s hebben, waar de managers op worden afgerekend.Als Herbie op de eerste afdeling komt, neem Inkoop, dan probeert de inkoper zo goedkoop mogelijk in te kopen. Dit gaat nogal eens ten koste van de kwaliteit van de ingekochte goederen en zorgt voor oprekking van de specificaties waaraan het product kan voldoen. Maar ja, Herbie’s grondstoffen zijn goedkoop ingekocht en de inkoopmanager kan in het MT aangeven zijn doelstellingen te halen. Top gedaan, zou je zeggen.
Als het gekochte product binnenkomt en wordt verwerkt in order Herbie, kan het zomaar zo zijn dat de afdeling Productie veel moeite moet doen om het ingekochte product, van iets lagere kwaliteit, toch goed te verwerken. De centen die Inkoop per eenheid product heeft bespaard, gaan zo ten koste van een toename in verwerkingstijd of zelfs afkeur. En dat is niet gratis, maar gaat ten koste van de doelstellingen van de productiemanager. Zijn KPI’s worden dan niet gehaald en er is bijvoorbeeld overwerk nodig om toch tijdig te kunnen leveren. We hebben het dan maar even niet over de faalkosten van onbruikbare goederen.
Voorbeeld 2
Een tweede voorbeeld met Herbie is het tekort aan samenwerking dat vaak binnen de productieorganisatie te vinden is. Neem bijvoorbeeld een drukkerij waar slechts één drukpers is en die moet draaien, anders gaat dit ten koste van de ‘return on investment’ (ROI). Alles is afgestemd op die ene dure machine en daarvan is de gehele organisatie afhankelijk. De hele dag drukken en drukken met efficiënt ingedeelde drukvellen. De KPI van de drukpersafdeling is de output per x periode en die moet zo hoog mogelijk zijn. De capaciteit na de drukpers is echter beperkt. Na het drukken kan een drukvel gestanst, gevouwen, geplakt of geniet worden. Deze machines hebben een lagere capaciteit, waardoor de tussenvoorraden na de drukpers groot kunnen worden. Dit werkt kostenverhogend. Zo moet er ruimte zijn om alles te kunnen plaatsen. Producten moeten gesorteerd worden om de efficiënte drukvellen uit elkaar te halen. Mogelijk moet er steeds gezocht worden naar de juiste artikelen die ‘ergens tussen staan’, enzovoort. De drukpers is nu erg efficiënt gepland, maar de kosten van het proces erna nemen toe.
Mogelijk zijn die kosten reeds jaren gebudgetteerd en vindt het management de kosten daar als vanzelfsprekend. Vanuit het ‘flow denken’ gekeken is dit niet slim. Lokaal wordt er goed gewerkt, maar voor de totale flow, tja…? Als bedrijven gaan werken met de factor tijd, is deze bepalend voor de gehele keten. Er is maar één parameter en dat is tijd. Nou ja, was het maar zo eenvoudig. Streven naar denken in tijd is in ieder geval een goed doel, aangezien de mate waarin wordt samengewerkt uitgedrukt kan worden in doorlooptijd. Hoe korter de doorlooptijd, des te beter de samenwerking. We kennen allemaal wel het gevoel als we weg rijden van de zaak en denken: ‘Het ging lekker vandaag. Weinig problemen en alles liep lekker door’. In feite zegt QRM: ‘Stop met verticale optimalisatie en ga de flow optimaliseren door extra capaciteit in de organisatie te brengen’. Dit kost geld, maar onderzoek wijst uit dat door deze extra capaciteit de voorraden slinken, de doorlooptijd terugloopt, de positie onderhandenwerk daalt, enzovoort. Allemaal factoren die bij reductie ervan meer opleveren dan de extra kosten die de grotere capaciteit vragen.
-‘HET WEGNEMEN VAN VERSTORINGEN IS CRUCIAAL OM FLOW TE KUNNEN CREËREN IN HET PROCES’-
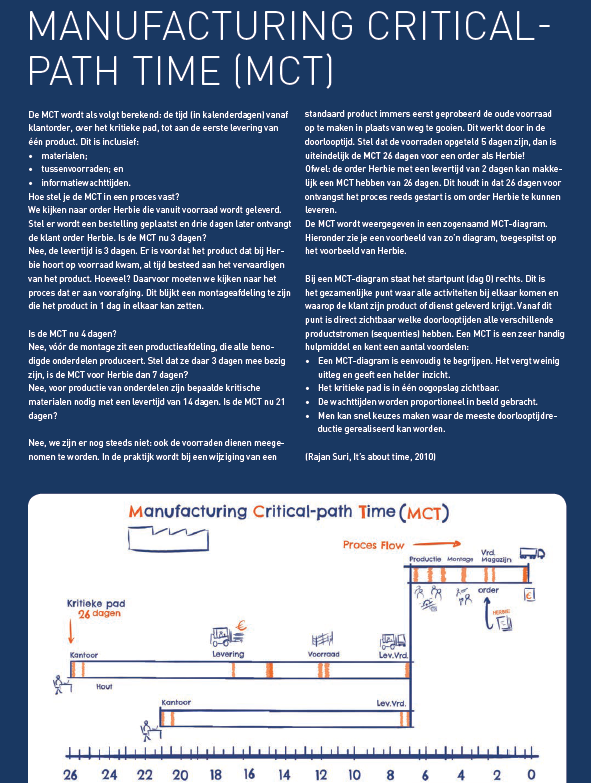
Doorlooptijd vaststellen middels MCT
Het wegnemen van verstoringen is cruciaal om flow te kunnen creëren in het proces. Bij aanvang van een QRM-traject worden allerlei metingen gedaan om inzicht te krijgen in de status van het bedrijf. Uiteraard door de QRM-bril gezien. Het gezamenlijk zoeken en vaststellen van de verstoringen is daar, naast het vaststellen van de doorlooptijd, een heel belangrijk onderdeel van.
De doorlooptijd wordt binnen QRM gedefinieerd als de MCT. MCT staat voor Manufacturing Critical-path Time. Dit is dé definitie van doorlooptijd, om hiermee verwarring te voorkomen over doorlooptijd en bijvoorbeeld levertijd. Zie voor een verdere uitleg hierover het kader over de uitleg van de MCT.
Binnen QRM houdt de pijler Systeemdynamica zich bezig met het optimaliseren van de flow, oftewel het tegengaan van filevorming. Dit laatste is echt hard nodig om doorstroming te krijgen in uw proces. Veel bedrijven denken dit te kunnen oplossen met het plannen op 100% of meer van de maximale capaciteit (mens/machine). Het tegenovergestelde gebeurt echter als je op 100% plant: je creëert files en daarmee stilstand. Het goed plannen op een maximale capaciteit van 75-85% is belangrijk om de flow te optimaliseren. Om de doorstroming te optimaliseren wordt hieraan veel aandacht geschonken bij een QRMimplementatie. Minder leidt in dit geval tot meer (doorstroming) en een verkorting van de doorlooptijd. Denk hier maar eens goed over na.
Voorbeeld deurenbedrijf
In 2015 startte een deurenproducent met ongeveer 20 medewerkers met een QRMtraject. In die tijd werd structureel overgewerkt om alle opdrachten (vaak te laat) de deur uit te krijgen. Verder bleek dat de doorlooptijd van opdracht tot aan levering op gemiddeld 6 weken lag. Uit de Multi Moment Opname meting (MMO) bleek dat de medewerkers maar in 41% van hun tijd echt waarde toevoegden. Nadere analyse leerde dat enkele oorzaken heel basaal waren. Zo werd met regelmaat gezocht naar de juiste orders, naar gereedschappen en naar ingekochte materialen. Dit leverde veel tijdverlies op, want die tijd werd niet aan orders besteed. In de organisatie zijn maatregelen getroffen om de routing van de orderbonnen aan te passen door bijvoorbeeld:
- extra gereedschap aan te schaffen (te ordenen en te sorteren); en
- de ingekochte materialen op project binnen te laten komen, op het tijdstip dat het nodig is en op de plaats waar het nodig is.
Uiteraard zijn meer maatregelen getroffen in de beheersing van de orderstroom, maar dankzij deze relatief eenvoudige ingrepen zag de MMO-meting er een jaar later al heel anders uit. Er werd in 60% (!) van de tijd waarde toegevoegd: een spectaculaire groei. Op de vraag aan de medewerkers of ze harder zijn gaan werken, werd hoofdschuddend gereageerd: ‘Eigenlijk niet, we hebben meer rust en kunnen gewoon doorwerken’. Er werd nauwelijks meer overgewerkt en de doorlooptijd was teruggedrongen naar 3 weken (50% doorlooptijdreductie). Nu, bijna 3 jaar later, is de doorlooptijd nog verder teruggedrongen door het kleiner maken van de series die in productie worden genomen. De doorlooptijd ligt nu gemiddeld op 2 tot 2,5 week.
Voorbeeld houtverwerkende industrie
Een houtverwerkend bedrijf maakt verschillende soorten aftimmerlatten. Het proces bestaat uit het sorteren van het juiste hout, het zagen en daarna het schaven. Optioneel 20 Kwaliteit in Bedrijf juni 2018 wordt er nog een kleur op gespoten. Al deze stappen vonden los van elkaar plaats: iedere afdeling had zijn eigen planning en zorgde ervoor dat het zo snel mogelijk het werk gereed had om door te geven aan de volgende bewerking. Bij aanvang van de QRM-implementatie was in de productiehal geen lege plek te vinden. Klanten waren ontevreden en er werd gewerkt aan de prioriteit van de dag. Een overvolle werkvloer wordt vaak als teken gezien dat het goed gaat, maar producten die stilstaan zijn geen goed teken. Om weer doorstroming te krijgen hebben we met de afdelingen Magazijn, Zagerij en Schaven een team gevormd dat een order in één keer oppakt en afmaakt. Dat stuitte in eerste instantie op veel weerstand: ‘Dat is toch niet ‘efficiënt’, dat kost veel meer tijd, etcetera’. In een pilot is gestart om de nieuwe werkwijze uit te proberen. Bij aanvang was de doorlooptijd van een gemiddelde order bijna 10 werkdagen (zonder kleurspuiten). In deze periode van 6 weken is het team gaan werken door order na order (focus) af te werken.
Tevens zijn metingen verricht om de doorlooptijden bij te houden. Het resultaat was verbluffend. De gemiddelde order had nog maar een doorlooptijd van 1,5 werkdag! De teamleden waren enthousiast over de manier van werken, want die zorgde voor meer afwisseling, meer overzicht, grotere betrokkenheid en meer invloed op het proces. In totaal zijn er daarna drie teams geformeerd, die op dezelfde manier zijn gaan werken.
Deze werkwijze heeft er in het afgelopen jaar voor gezorgd dat er geen orders meer op voorraad worden geproduceerd. Alle klantorders worden geproduceerd en geleverd. Met de eerdere doorlooptijden van meer dan 10 werkdagen werd uit veiligheidsoverwegingen en om niet mis te grijpen, voorraad geproduceerd. De doorlooptijd voor een gemiddelde order varieert nu tussen 1,5 en 2 dagen.
Voorbeeld metaalbedrijf
Bij een metaalbedrijf dat voornamelijk plaatwerk levert, werd de druk van klanten om binnen 24 uur te leveren steeds groter. Het betrof dan vlak of gekant plaatwerk. Met veel pijn en moeite lukte dat, als alle registers werden opengetrokken. De grootste bottleneck was de orderverwerking op kantoor. Een order in het systeem zetten, om daarna gemaakt te kunnen worden, duurde vaak al langer dan 24 uur. Bij de start van de QRM-implementatie was dit een heet hangijzer. Er is direct gestart met een ‘snel-loket’ voor de 24-uurs leveringen. De belangrijkste aanpassing vond plaats op kantoor, of beter gezegd: juist niet meer op kantoor. De werkvoorbereiding werd direct gekoppeld aan de lasersnij- en kantmachine. Hierdoor kwamen de aanvragen rechtstreeks op de werkvloer binnen. De werkvoorbereider verhuisde ook fysiek naar de productievloer. Met een bureau naast de lasersnijmachinepakte hij de aanvragen direct op en zette deze door naar de productie. In de productie wordt de order in één keer afgemaakt. Het ‘Fifo-principe’ (First in First out) wordt gehanteerd. De doorlooptijd was gemiddeld 12 uur in een meetperiode van 4 weken. Een bijkomend voordeel voor de rest van de organisatie was dat er geen spoedorders meer waren en de organisatie daarmee werd ontlast. Een voorbeeld van een cel in optima forma!
De cel werkt inmiddels als vast onderdeel binnen het bedrijf en levert al haar producten binnen 24 uur na aanvraag bij de klant. De cel werkt zelfstandig en kan waar nodig en afhankelijk van drukte op- en afschalen. Deze cel heeft ook een voordeel voor de rest van de organisatie. De orders worden niet meer onderbroken voor een spoedorder.
In het volgende deel van deze serie zien we waarom werken in QRM-teams vraagt om ander leiderschap.
Bron: tekst en beeld Kwaliteit in Bedrijf mei 2018 (www.kwaliteit-in-bedrijf.nl)
Download de PDF-versie: » artikel-kwaliteit-in-bedrijf-deel-2-de-effecten-van-tijd-en-flow-denken (.pdf)